
Ruostumattomasta teräksestä valmistettu sintrattu levy





Erittely
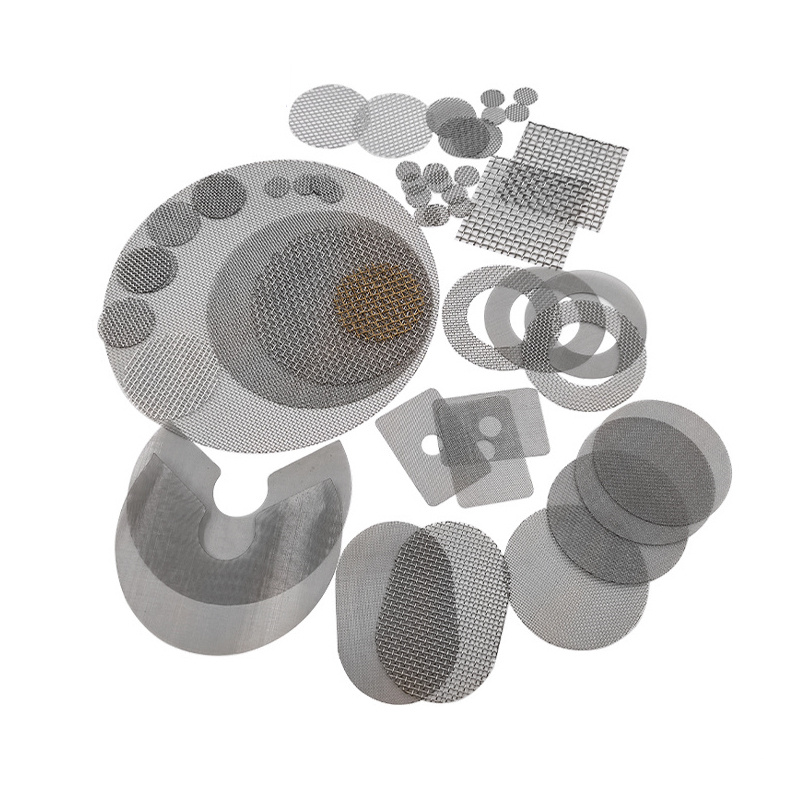
Materiaali:Elintarvikelaatuinen SS 304 316, kupari jne
Muoto:Pyöreä muoto, suorakaiteen muotoinen toroidinen muoto, neliön muotoinen, soikea muoto muu erityinen muoto
Kerros:Yksikerroksinen, monikerroksinen

Mikä on sintrattu verkko?
Sintrattu teräsverkko valmistetaan pinoamalla useita samantyyppisiä tai erilaisia yksikerroksisia ruostumattomasta teräksestä valmistettuja lankapunottuja verkkoja, sintrauksen, puristuksen, valssauksen ja muiden prosessien jälkeen, se valmistetaan diffuusio- ja kiinteäliuoksella tyhjiöpolton jälkeen 1100 °C:seen .Uusi suodatinmateriaali, jolla on korkea mekaaninen lujuus ja yleinen jäykkyys.Kunkin kerroksen metalliverkolla on haittoja alhainen lujuus, huono jäykkyys ja epävakaa verkkomuoto, ja se voi kohtuullisesti sovittaa ja suunnitella materiaalin aukon koon, läpäisevyyden ja lujuusominaisuudet siten, että sillä on erinomainen suodatustarkkuus ja suodatusimpedanssi., Mekaaninen lujuus, kulutuskestävyys, lämmönkestävyys ja prosessoitavuus, yleinen suorituskyky on selvästi parempi kuin muun tyyppiset suodatinmateriaalit, kuten sintrattu metallijauhe, keramiikka, kuitu, suodatinkangas jne.
Sintrattu teräsverkko luokitellaan eri tasojen ja metalliverkkorakenteiden mukaan, mukaan lukien pääasiassa viisikerroksinen sintrattu metalliverkko, monikerroksinen metallisintrattu metalliverkko, rei'itetty sintrattu metalliverkko, neliömäinen reikäsintrattu metalliverkko ja mattotyyppinen sintrattu metalliverkko.
Sintratun verkon ominaisuudet
1. Korkea lujuus ja hyvä jäykkyys: Sillä on korkea mekaaninen lujuus ja puristuslujuus, hyvä käsittely-, hitsaus- ja kokoonpanosuorituskyky ja helppokäyttöinen.
2. Tasainen ja vakaa tarkkuus: Tasainen ja tasainen suodatusteho voidaan saavuttaa kaikilla suodatustarkkuuksilla, eikä verkko muutu käytön aikana.
3. Laaja käyttöympäristö: Sitä voidaan käyttää lämpötilaympäristössä -200 ℃ ~ 600 ℃ ja happo- ja alkaliympäristön suodatuksessa.
4. Erinomainen puhdistusteho: hyvä vastavirtapuhdistusteho, voidaan käyttää toistuvasti ja sillä on pitkä käyttöikä (voidaan puhdistaa vastavirtavedellä, suodoksella, ultraäänellä, sulattamalla, paistamalla jne.).
Sintraustuotantoprosessissa on kolme vaihetta
1. Matalan lämpötilan esipolttovaihe.Tässä vaiheessa tapahtuu pääasiassa metallin talteenottoa, adsorboituneen kaasun ja kosteuden haihtumista, hajoamista ja muodostuvan aineen poistumista tiivisteessä;
2. Keskilämpötilan lämmityssintrausvaihe.Tässä vaiheessa alkaa tapahtua uudelleenkiteytymistä.Hiukkasissa epämuodostuneet rakeet palautetaan ja organisoidaan uudelleen uusiksi rakeiksi.Samalla pinnalla olevat oksidit pelkistyvät ja hiukkasten rajapinta muodostaa sintratun kaulan;
3. Korkean lämpötilan lämpösuojaus päättää sintrausvaiheen.Diffuusio ja virtaus tapahtuvat tässä vaiheessa täysin ja lähes loppuun, muodostaen suuren määrän suljettuja huokosia ja jatkavat kutistumista, joten huokoskoko ja huokosten kokonaismäärä pienenevät ja sintratun kappaleen tiheys on merkittävästi lisääntynyt.
Liittyvät tuotteet
-

Uudelleen käytettävä 304 ruostumattomasta teräksestä valmistettu kahvinsuodatin...
Sovellettavat opetusohjelmat 1. Paina kahvijauhetta peukalolla 2. Aseta sopivan kokoinen vedenerotusverkko 3. Laita kahvinkeittimen kahva keitinpäähän 4. Tarkkaile nestettä Miksi käyttää toissijaista vedenjakeluverkkoa?Toissijainen vedenjakoverkko erottaa tehokkaasti kahvijauheen ja keitinpään pitääkseen sen puhtaana...
-

304 Elintarvikelaatuinen ruostumattomasta teräksestä valmistettu suodatinlevy
Tekniset tiedot Materiaali: Elintarvikelaatu SS 304 316, kupari jne Muoto: Pyöreä muoto, suorakaiteen muotoinen toroidinen muoto, neliön muoto, soikea muoto muu erityinen muoto Kerros: Yksi kerros, monikerroksiset Tekniset tiedot Suodatustarkkuus: 150 mikronia ja 200 mikronia, muita myös saatavana Silmämäärä:suosittu silmäkoko: 80 100 mesh...

